TÌM HIỂU CHI TIẾT QUY TRÌNH SẢN XUẤT ỐNG NHỰA PVC 「2368_22356」
Bạn đã biết tiến trình sàn xuất ống vật liệu nhựa PVC yêu cầu trải qua những công đoạn nào chưa? thuộc Huritra khám phá ngay trong nội dung bài viết dưới đây nhé!
Để tạo nên được một ống vật liệu bằng nhựa PVC hoàn chỉnh có độ dẻo dai, bền vững và được ứng dụng thoáng rộng thì bọn chúng đã phải trải sang 1 quy trình cực kỳ khắt khe cùng phức tạp. Cùng tìm hiểu quy trình chế tạo ống vật liệu bằng nhựa PVC chi tiết nhất ngay sau đây nhé!
Quá trình chế tạo ống nhựa
Quy trình cung cấp ống vật liệu bằng nhựa PVC
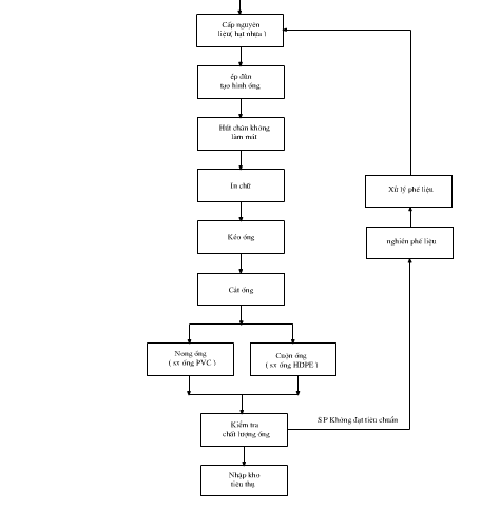
Dưới đây là những bước sản xuất ống nhựa PVC cụ thể nhất mà chúng ta cũng có thể tham khảo:
1. Cấp vật liệu (hạt nhựa)
Nguyên liệu bao gồm để khiến cho ống vật liệu nhựa PVC là những hạt nhựa. Sau khoản thời gian được trộn lẫn với phụ gia thì phân tử nhựa sẽ được mang lại phiếu cấp liệu. Các hạt chứa xilo cấp cho liệu được hút qua ống dẫn liệu với phiễu cấp nhờ bơm hút băng cài lò xo.
Bạn đang xem: Quy trình sản xuất ống nhựa pvc
2. Ép đùn chế tạo hình ống
Tại phiễu cung cấp liệu thì hạt nhựa được rải những xuống cửa hút nghiền đùn nhờ rất nhiều trục vít xoắn được vận động bởi cơ xoay của máy sản xuất ống nhựa. Máy cung ứng ống vật liệu bằng nhựa PVC có 2 trục vít chính.
Tại xilanh nhiệt, những hạt hựa được gia sức nóng trong 170 – 200 độ C. Sau khoản thời gian hóa lỏng thì được đẩy tới cổ đùn dựa vào trục vít xoắn. Ở phần này, máy sẽ sở hữu lưới bọc bởi kim loại thực hiện lọc nhựa hóa lỏng để đảm bảo được unique cho ống thành phẩm.
Nhựa hóa lỏng sau khoản thời gian được lọc sẽ gửi qua đĩa để tăng cường độ trộn của tất cả hổn hợp đến vùng chế tác thành hình ống.
Hình dạng của khuôn đùn chưa phải hình trụ tròn mà tất cả đọ lõm khác nhau để tăng cường độ nén và chất lượng bền bỉ của ống.

3. Hút chân không có tác dụng mát
Sau lúc ống vật liệu nhựa được tạo thành hình sẽ có nhiệt độ không hề nhỏ và cần mang lại bể chân không để gia công mát. Bài toán làm non này tạo nên áp suất chênh lệch để định hình ống theo như đúng hình dạng đã thiết kế, chống biến dị và tăng cường độ bền.
4. In chữ
Ống vật liệu bằng nhựa sau khi được làm mát sẽ thực hiện in thương hiệu sản phẩm, tên công ty lên trên với được kéo tới giàn vật dụng cưa tự động. Khi cảm ứng của máy cảm thấy được ống vật liệu nhựa thì đầu máy đang phun mực theo câu chữ đã được thiết kế sẵn.

5. Kéo ống
Ống sau khi được in chữ sẽ được kéo bên trên dàn kéo. Vận tốc kéo ống sẽ ra quyết định tới độ dày, mỏng manh của ống. Quy định thiết đặt thông số của ống sẽ tiến hành nhà sản xuất giám sát và thiết lập sẵn. Người vận hành chỉ cần thao tác theo hướng dẫn.
Chiều lâu năm của ống thường được giảm theo tiêu chuẩn chỉnh chung là 4m hoặc 6m. Tùy thuộc vào yêu cầu sử dụng mà lại khách hàng hoàn toàn có thể yêu ước riêng về độ dài.
6. Nống ống

Cuối cùng là quy trình nong ống. Gồm 2 một số loại là nong ống trơn cùng nong ống gioăng. Quá trình nong ống được thực hiện nhờ bộ phận gia nhiệt trong tầm 180 độ C để nong ống. Sau đó, ống được hút chân không và có tác dụng má nhằm định hình chính xác đầu nong.
Ống vật liệu bằng nhựa PVC sau khi hoàn thiện sẽ tiến hành kiểm tra và tàng trữ trong kho kế tiếp vận chuyển cho nơi tiêu thụ. Đối với loại ống không đạt tiêu chuẩn chỉnh thì sẽ được tái chế lại thành nguyên vật liệu ban đầu.
Xem thêm: 12 điều cấm kỵ không nên làm khi đi du lịch dubai cần biết, lưu ý khi chuẩn bị hành lý đi dubai
Trên đó là quy trình sản xuất ống vật liệu bằng nhựa PVC cụ thể nhất. Hy vọng nội dung bài viết đã cung ứng được nhiều tin tức hữu ích cho chính mình đọc. Trân trọng!
Quy trình cấp dưỡng ống vật liệu bằng nhựa PVC khá tinh vi qua nhiều khâu dẫu vậy trên cơ phiên bản thì nó hoạt động và sản xuất đa phần dựa bên trên máy thêm vào ống vật liệu bằng nhựa pvc. Hãy cùng nhau tìm hiểu nhé!
Quy trình cung cấp ống nhựa PVC
1. Cấp vật liệu (hạt nhựa)
Nguyên liệu là các hạt nhựa sau thời điểm đã được trộn lẫn với phụ gia với được mang đến phiểu cấp liệu. Hạt được cất ở xilo cấp cho liệu với được hút qua ống dẫn liệu cùng phiễu cấp cho (đặt bên trên thân trang bị ép đùn) nhờ bơm hút băng download lò xo (đặt trong ống dẫn liệu)
2. Ép đùn tạo hình ống
Tại phiễu cấp cho liệu, nguyên liệu được rãi đông đảo xuống cửa ngõ hút nghiền đùn nhờ vào trục vít xoắn được lai rượu cồn bởi bộ động cơ xoay của sản phẩm sản xuất ống nhựa pvc. Cùng với máy phân phối ống vật liệu bằng nhựa PVC gồm bao gồm 2 trục vít.
Tại xilanh nhiệt vật liệu được gia nhiệt tới nhiệt độ độ trong khoảng 170- 200 độ C. Phân tử nhựa hóa lỏng được đẩy đi thành mẫu nhờ trục vít soắn cho tới cổ đùn. Tại đây tất cả lưới thanh lọc bằng sắt kẽm kim loại để lọc dòng nhựa hóa lỏng để đảm bảo chát lượng của ống. Tất cả hổn hợp nhựa hóa lỏng sau khi được thanh lọc được đâye tiếp tới, dòng hỗn hợp này đi qua đĩa (được chia làm 8 cách) để tăng dộ trộn cảu tất cả hổn hợp rồi cho vùng tạo hình ống (khuôn).
Hình dạng khuôn đùn chưa phải là hình tròn trụ tròn như khuôn kế bên mà bao gồm chỗ lõm không giống nhau làm tăng độ nén, bảo vệ chất lượng của ống.

3. Hút chân không có tác dụng mát
Ống tạo ra đầu hình có ánh nắng mặt trời cao được đưa tới bể chân ko và có tác dụng nát. Mục tiêu của việc hút chân không là chế tác áp suất chênh lệch giữa áp suất khí quyễn với áp suất trong bể (nơi ống đi qua) để định hình chính xác kích thước ống theo thiết kế, chống thay đổi dạng, đồng thời ống được làm mát dựa vào hệ thốngphun tia nước vơi nhiệt độ độ khoảng 15 – 18b độ C.
4. In chữ
Sau khi được gia công mát ống vật liệu nhựa đuoặc in nhãn hiệu sản phẩm và tên công ty, kế tiếp được kéo qua giàn kéo tới lắp thêm cưa tựa động. Tên thành phầm và nhãn hiệu công ty được in lên ống nhựa bởi thiết bị in phun chuyên dụng. Dữ liệu được nhập lên bàn phím. Khi cảm ứng cảm nhận ra ống vật liệu nhựa (chạy dọc từ đầu xịt mực cùng cảm biến) thì đầu xịt mự đang phun chữ được để sẵn lên ống.
5. Kéo ống
Dàn kéo ống với kéo ống đi. Vận tốc của hộp động cơ lại dàn kéo được điều chỉnh đồng điệu với vận tốc động cơ chủ yếu lai trục vit. Việc điều chỉnh ttoocs độ hộp động cơ lai dàn kéo lớn hơn hay nhỏ dại hơn vận tốc động cơ bao gồm sẽ quyết định tới độ dày, mỏng manh của ống. Lao lý về cài đặt các thông số kỹ thuật tốc độ của hộp động cơ lai dàn kéo ứng cùng với từng kích thước ống được nhà xây cất dây truyền technology tính toán và xác minh sẵn. Người vận hành chỉ việc cài đặt, thao tác theo các chỉ dẫn setup thông số tất cả sẵn.
Dàn kéo còn có chức năng: là hễ lực liên hệ bàn cưa trong quá trình cưa cắt sản phẩm.
Chiều dài ống được cắt theo tiêu chuẩn chỉnh quy định thông thường là 4m. Tuy vậy theo đơn đặt hàng mà chiều nhiều năm được giảm với các form size theo yêu thương cầu.
6. Nống ống
Sau cùng là công đoạn nong ống. Theo yêu cầu của đơn đặt hàng mà gồm nong ống trơn cùng nong ống gioãng. Ống sau khoản thời gian được sản xuất sẽ được kiểm định chất lượng, nếu đảm bảo đúng yêu cầu thì lưu giữ tại kho cất hay được vận chuyển đến nơi tiêu thụ. Những sản phẩm không đạt yêu thương cầu sẽ tiến hành cho vào nghiền, xử lý để tái chế thành nguyên liệu.
Quá trình nong được xử lý sử dụng máy Nong. Ống vật liệu bằng nhựa PVC sau khoản thời gian cắt được gửi vào băng chuyền của máy. Đầu tiên ống được đưa đến thành phần gia nhiệt độ (là một giàn sức nóng – thực chất là các dây điện trở). Sau khi được gia sức nóng tới sức nóng đọ khảng 180 độ C thì băng chuyền chiuyeenr ống cho tới đầu nong (được định sẳn kích thước). Đầu nong làm việc ở 2 chế độ :
1. Nong trơn (không tiến Banh)
2. Nong gioãng (tiến Banh)
Trong quy trình nong ống thì ống được hút chân không và làm mát để định hình đúng mực đầu Nong. Cuối quy trình Nong, ống được đẩy ra ngoài và quy trình tương tự với ống tiếp theo.
Rất ý muốn qua nội dung bài viết này sẽ cung ứng thêm nhiều thông tin hữu dụng cho bạn, giúp cho bạn có thêm tởm nghiệm cũng như kiến thức về những quy trình sản xuất, ví dụ là quy trình sản xuất ống nhựa PVC cùng với máy chế tạo ống vật liệu nhựa pvc để hoàn toàn có thể áp dụng hoặc hiểu hơn về các thông tin ngành nhưng mà mình đang yêu cầu biết.









