CÁCH VẬN HÀNH MÁY ÉP PHUN NHỰA NHƯ THẾ NÀO? CÔNG VIỆC CỦA NHÂN VIÊN VẬN HÀNH MÁY ÉP NHỰA
Máy ép nhựa là một trong trong số công nghệ được vận dụng vào sản xuất nhựa bởi có chức năng sản xuất sản phẩm triệu thành phầm mà vẫn giữ lại tính đồng nhất. Đi cùng với nhu cầu sử dụng tăng thêm các thành phầm về nhựa cũng giống như sự nhiều chủng loại về các mẫu mã mà lại các đơn vị sản xuất nhựa đã nhập những máy về nhằm đáp ứng. Trong bài viết này bọn họ sẽ tìm hiểu cụ thể hơn về cấu trúc và nguyên lý buổi giao lưu của máy nhé.
Bạn đang xem: Cách vận hành máy ép phun nhựa

Máy xay nhựa là gì?
Máy xay nhựa (tên giờ đồng hồ anh: Injection mold Machine; giờ đồng hồ trung: 注塑机) hay có cách gọi khác là máy nghiền keo, vật dụng ép phun là loại máy được sử dụng thông dụng trong dây chuyền sản xuất sản xuất chai, lọ nhựa. Máy tất cả công dụng chính là cố định khuôn đóng trong suốt quá trình đẩy nhựa nóng rã bằng áp lực nặng nề phun vào lõi khuôn. Khi đó, vật liệu nhựa sẽ tủ đầy lòng khuôn và mở khuôn khi sản phẩm nhựa đã được làm nguội. Sau đó, thành phầm sẽ được bán ra ngoài thông qua khối hệ thống lõi.
Hiện nay, có tương đối nhiều loại thứ với vừa đủ kiểu dáng và bề ngoài khác nhau. Bọn chúng được phân nhiều loại dựa trên những yếu tố sau:
Theo trụcNguyên lý buổi giao lưu của khuôn
Nguyên lý cấu trúc (thủy lực, điện)Theo kích thước của sản phẩm ép nhựa
Tùy vào một số loại khuôn, kiến thiết và form size của thành phầm mà người dùng sẽ lựa chọn ra loại vật dụng phù hợp. Hiện nay nay, đối với các loại máy tiến bộ thì chúng rất có thể thích hợp các loại thành phầm với nhau. Một máy hoàn toàn có thể sử dụng hoạt bát cho nhiều dạng sản phẩm khác nhau.

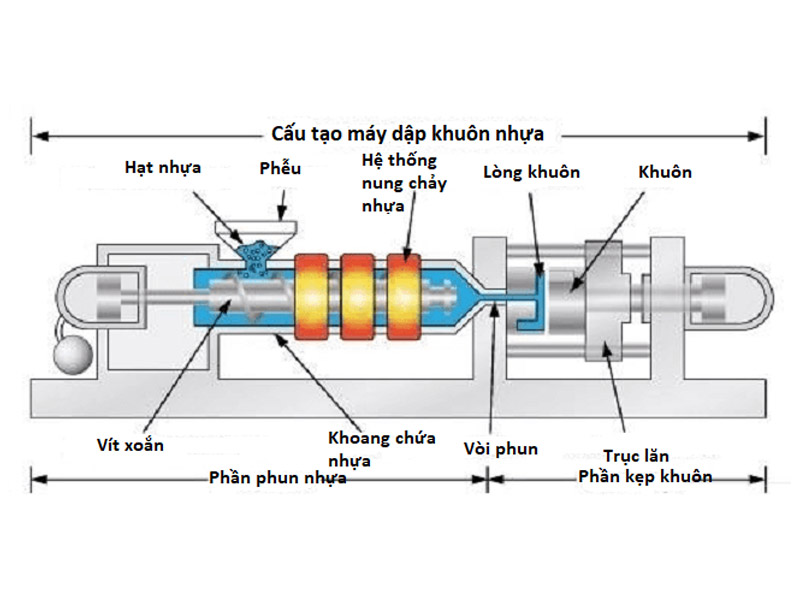
Cấu tạo chung của máy ép nhựa
Máy xay nhựa bao hàm 2 thành phần chủ yếu là: phần xịt nhựa và kẹp khuôn.
Phần kẹp khuôn
Đây là thành phần quan trọng bao gồm phần kẹp khuôn di động, phần kẹp khuôn núm định. Vào đó:
Phần kẹp khuôn thắt chặt và cố định có nhiệm vụ chính là kẹp và giữ phần khuôn rứa định. Nhờ đó, khuôn sẽ luôn giữ sống vị trí chính xác nhờ vào vòng định vị trên khuôn cùng lỗ định vị. Phần kẹp khuôn di động có nhiệm vụ đó là để kẹp nửa khuôn phía di động. Phần này sẽ di động cầm tay theo phương tuy nhiên song với hướng đóng mở khuôn trong chu trình ép phun. Đồng thời, nó sẽ được bố trí thêm phần lói đẩy sẽ giúp đỡ tác động công dụng lên tấm đẩy pin lúc đẩy sản phẩm ra ngoài.Phần phun nhựa
Đây là yếu tố sử dụng nhiệt độ để gửi hóa vật liệu bằng nhựa từ dạng rắn sang trọng dạng lỏng. Sau đó, phần vật liệu bằng nhựa lỏng sẽ được đẩy vào bộ khuôn thông qua hệ thống áp lực vòi vĩnh phun và vít xoắn.
Ngoài ra, cấu trúc của thiết bị sẽ bao gồm thêm một số thành phần khác: khối hệ thống làm nguội, khối hệ thống hỗ trợ, robot,….
Hệ thống của dòng sản phẩm ép nhựa
Hiện tại, hệ thống của máy ép sẽ chia làm 2: hệ thống cơ bản và hệ thống cung cấp ép phun. Vào đó:
Hệ thống cơ bản bảo gồm:
Hệ thống kẹpHệ thống phun
Hệ thống khuôn
Hệ thống cung ứng ép phunhệ thống điều khiển
Hệ thống hỗ trợ ép phun bao gồm:
Thân máyHệ thống điện
Hệ thống thủy lực
Hệ thống làm nguội
Phân loại
Để phân loại họ cần dựa trên một trong những yếu tố: trục, kích thước, nguyên tắc cấu tạo,..
Xem thêm: 18 địa điểm du lịch miền tây sông nước vô cùng lý thú, hấp dẫn bậc nhất
Phân nhiều loại theo trục
Máy xay đứngMáy nghiền ngang
Phân một số loại theo nguyên lý buổi giao lưu của khuôn:
Máy nghiền đùn nhựaMáy nghiền phun nhựa
Máy nghiền cán nhựa
Phân một số loại theo cấu tạo
Máy xay thủy lựcMáy xay điện
Máy nghiền cao tần
Phân các loại theo kích thước
Máy xay cỡ mập (100 tấn với 150 tấn, 200 tấn …)Máy ép mini (Máy nghiền khuôn vật liệu nhựa mini cùng máy nghiền khuôn vật liệu nhựa mini thủ công)
| DÒNG HAITIAN MARS III Lực đóng góp kìm: 600 – 33.000 k Dòng trang bị này đang rất được sử dụng không hề ít trong nhà máy sản xuất của PAVICO |

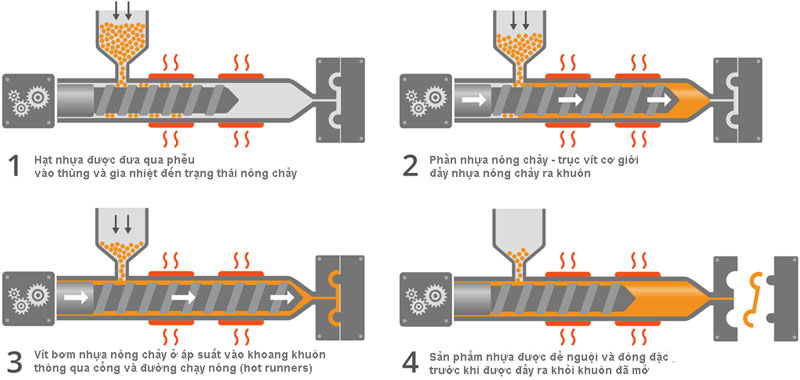
Nguyên lý vận hành
Máy nghiền nhựa tất cả nguyên lý chuyển động giống như 1 bơm tiêm. Đầu tiên, nhựa sẽ được đưa vào phễu chứa. Sau đó, chúng sẽ tiến hành hóa lỏng mỏi thanh gia nhiệt ở ánh sáng thích hợp. Tiếp theo, toàn cục nhựa lỏng sẽ dịch rời lên phía trước dựa vào trục vít. Đồng thời, trục vít vẫn lùi về vùng phía đằng sau để tạo nên khoảng trống cho nhựa rã vào phía đằng trước đầu phun. Nhờ áp lực đè nén đẩy của trục vít, vật liệu nhựa nóng sẽ được bom và khuôn. Cuối cùng, hệ thống làm mát sẽ có tác dụng nguội sản phẩm trước lúc lấy thành phầm ra ngoài.
Công dụng của dòng sản phẩm ép nhựa
Máy ép nhựa được áp dụng để tạo thành các sản phẩm từ nhựa với nhiều kết cấu và hình dạng khác nhau. Chúng có thể chấp nhận được tạo ra thành phầm với độ chính xác tuyệt đối so với bản thiết kế. Ngoại trừ ra, các bạn sẽ tạo ra con số lớn sản phẩm chỉ trong thời gian ngắn. Đối cùng với những chi tiết đơn giản, trong 1 phút bạn sẽ tạo ra khoảng vài chục sản phẩm. Chất lượng sản phẩm đồng đều, không xảy ra tình trạng, méo, vỡ vạc hay lệch so với bạn thiết kế.
Công nghệ xay nhựa đánh bật các phương pháp chế chế tác bao bì, chai lọ thông thường. Khi sử dụng, một điều chắc chắn là rằng giá trị thẩm mỹ của sản phẩm sẽ được đảm bảo. Hơn nữa, còn hỗ trợ tiết kiệm chi tiêu đáng kể cho doanh nghiệp, thúc đẩy phát triển mạnh mẽ.

Lắp đặt và hướng dẫn chỉnh sửa máy nghiền nhựa
Thông thường, máy đã có kích thước khá lớn. Do vậy, bạn nên chuẩn bị sẵn 1 không gian rộng để sở hữu thẻ để máy. Bên cạnh yếu tố size và trọng lượng thì việc lắp đặt máy khá đối chọi giản. Hầu hết, các bạn sẽ chỉ cần nguồn điện ổn định và 1 không gian đủ rộng để đặt máy.
Còn đối với việc sửa đổi máy, các bạn sẽ cảm thấy khó khăn với quá trình này trường hợp bạn không có quá nhiều kinh nghiệm. Thông thường, sẽ có 1 quyển hướng dẫn sử dụng cho khách hàng khi sở hữu máy. Mặc dù nhiên, bạn nên có đội ngũ nhân viên kỹ thuật có kinh nghiệm tay nghề ở mảng này để dễ ợt hơn đến việc quản lý và duy trì máy.
Bạn đang có nhu cầu sản xuất chai vật liệu bằng nhựa hãy liên hệ với công ty chúng tôi tại đây
Chính sách bh dài hạnCam kết chất lượng sản phẩm
Nhận giá thi công và gia công sản phẩm vật liệu nhựa rẻ nhất
Nhận hòa hợp đồng và giao hàng toàn quốc
Hỗ trợ tư vấn 24/7

Bên dưới là phía dẫn hoàn chỉnh các bước từ lúc chuẩn chỉnh bị, soát sổ máy đùn một biện pháp đầy đủ, trình tự quản lý và vận hành máy ép đùn, tính đến quá trình ngừng máy. Sản phẩm ép đùn dùng trong đùn ống vật liệu nhựa PVC, các thông số kỹ thuật nhiệt tương ứng cũng dùng cho vật liệu PVC, tương tự nếu như khách hàng sử dụng vật tư khác ( thay đổi thông số theo bảng yêu cầu của phòng sản xuất máy).
Sản phẩm đùn sẽ có tiết diện theo huyết diện của khuôn, lấy một ví dụ khuôn định hình như dưới.

CHUẨN BỊ CHẠY MÁYTrước khi chạy thiết bị phải sẵn sàng các các bước sau:1, lắp ráp và căn sửa khe hở đầu hình2, Cắm những phích nối với băng sức nóng tƣơng ứng3, Cắm những phích nối với các ngẫu sức nóng tƣơng ứng4, Mở van cung cấp nƣớc ngơi nghỉ dƣới thân máy đối lập và phần nối (Adapter)5, Đóng những công tắt tổng ở cạnh bên tủ điều khiển, đèn báo nguồn ( phía dưới bảng điều khiển) đã sáng, quạt gió có tác dụng máy rượu cồn cơ bao gồm hoạt động6, soát sổ nút dùng khẩn cấp (ở bên trên nóc tủ điều khiển)– Khởi rượu cồn máy– Ấn nút cần sử dụng khẩn cung cấp (hoàn vật liệu hệ thống)7, Bật công tắc nguồn nhiệt mang đến xilanh và công tắc nhiệt đến đầu hình8, Kiểm tra đồng hồ thời trang nhiệt9, Đặt giá trị nhiệt độ ban sơ cao hơn giá bán trị ánh nắng mặt trời ở điểm trung tâm chảy nguyên liệu khoảng chừng 20o
C. Trƣớc khi chế tạo 1h để lại quý giá nhiệt mang đến đúng điểm làm cho việc10, Thủ đèn báo lỗi11, Thử cỗ điều khiển vận tốc động cơ chính12, Bật công tắc động cơ bơm chân không* Chú ý– Nếu có tiếng kêu từ giờ đồng hồ kêu bơm chân không nhất thiết phải giảm loại nước cấp mang lại bơm, mặc dù lượng nƣớc cung cấp cho bơm không được thừa ít13, Bật công tắc nguồn trục vít xoắn trƣớc khi chạy máy khoảng 30 phút14, Điều chỉnh cơ chế nhiệt nhƣ sau:– ánh nắng mặt trời đặt của xilanh 150 ÷ 1090C– ánh sáng đặt của trục vít xoắn 100 ÷ 1500C– ánh nắng mặt trời đặt của đầu hình 180 ÷ 2100CKhoảng thời hạn ổn định sức nóng độ tốt của PVC là:1800C – Tmax = 30 phút1300C – Tmax = 2h800C – Tmax = 4h

2. VẬN HÀNH MÁYSau lúc đã sẵn sàng và kiểm tra ngừng các bƣớc trên, thời hạn gia sức nóng đãđạt từ bỏ ( 3h ÷ 4h) tùy thuộc vào đầu hình thì tiến hành quản lý máy. Công việc tiếnhành như sau:1, Đổ nguyên vật liệu vào phễu cấp cho liệu (cho bộ phận liệu hạt vận động đểđƣa nguyên vật liệu vào phễu cấp)2, Khởi đụng máy– Ấn nút vận hành– Đặt tốc độ khoảng 1/10 vận tốc lớn độc nhất trên tách áp điều khiển3, Khởi hễ thiết bị lƣờng hạt– Ấn nút vận hành– Đặt tốc độ khoảng 1/10 vận tốc lớn độc nhất trên tách áp điều khiển4, sau thời điểm đƣa nhựa ra khỏi đầu hình thì nhảy bơm chân ko của xilanh nhựa hóa và kiểm soát và điều chỉnh độ chân không bằng van. Độ chân không nên đạt khoảng 0.8 kg/cm2. Quan tiền sát nguyên liệu qua kính nhìn, nếu nguyên liệu vẫn được cuốn đi thì tăng tốc độ nhựa hóa hoặc tăng nhiệt độ của xilanh sức nóng và trục vít xoắn5, Tăng tốc độ của trục vít xoắn hoặc tăng vận tốc thiết bị lƣờng hạt đạt đến giá trị muốn muốn
Chú ý: mang đến giá trị của ngẫu lực trục vít, quý hiếm này tốt nhất ở quý giá tương đối ổn định định. Tuy vậy giá trị này lại chuyển đổi tùy thuộc vào vật liệu sử dụng. Không được cho phép là > 95% thì đèn thông báo chớp sáng và khi tăng đến100% thì máy tự động hóa ngừng. Trong quy trình thao tác, trường hợp ngẫu lực mang lại 95% với đèn chớp sáng thì phải kiểm tra và điều chỉnh ngay các thông số về nhiệt độ, vận tốc để bớt ngẫu lực trục xoắn vít6, Kiểm tra ánh nắng mặt trời chảy của nhựa và điều chỉnh nhiệt độ của dòng sản phẩm khi cần thiết7, nếu như khe hở đầu hình quá nhỏ nhắn dẫn cho áp suất của vật liệu bị tăng lên với đẩy nguyên vật liệu vào lỗ hút chân không thì buộc phải giảm tốc độ thiết bị lường hạt8, kiểm soát giá trị của ánh nắng mặt trời thường xuyên 9, giả dụ đạt trạng thái cân bằng thì máy hoạt động tốt. Trạng thái cân băng là trạng thái khi đó nhiệt độ nhựa với áp suất vật liệu nhựa không chũm đổi10, trường hợp phễu cấp cho liệu vẫn còn nguyên liệu thì trƣớc khi biến hóa loại nguyên liệu không giống hay dừng máy buộc phải làm sạch thành phần cấp liệu bởi bộ đẩy nguyên liệu ra. Để tránh vật liệu còn lại hoàn toàn có thể dùng khí nén để thổi sạch* Chú ý: Nếu có tiếng kêu cót két từ những trục vít khi máy đang làm việc thì có thể thêm vật liệu vào hoặc giảm vận tốc vít xoắn11, sử dụng thiết bị đồng hồ thời trang để biến hóa tốc độ của trục vít xoắn phù hợp với vận tốc giàn kéo, tốc độ cấp liệu. Tách áp điều chỉnh của thứ đồng bộ được đặt tại giá trị = 1/10 trƣớc khi điều chỉnh12,Khi đoạn ống mồi qua không còn bể chân không và có tác dụng lạnh cùng được kẹp vào giàn kéo thì mới có thể đƣợc bật bơm chân không của bể13, phụ thuộc vào cỡ ống mà điều chỉnh con lăn đỡ ống trong bể chân không và các vị trí bên trên thành vacum với chỉnh cỗ kẹp kéo ống của giàn kéo theo những thang đo trên cỗ kẹp kéo ống3. DỪNG MÁY1, Mở van điều khiển và tinh chỉnh chân không2, Tắt bơm chân không3, Tháo vật liệu ra ngoài phễu truất phế liệu4, sau khi hiển thị về áp suất giảm thực hiện giảm vận tốc của trục vít xoắn xuống còn sót lại 1/10 giá trị max, kế tiếp tiếp tục việc đẩy vật liệu nhựa trong xilanh ra ở tốc độ này5, giảm nhiệt độ xuống còn 1100C ÷ 1200C* Chú ý:– nếu như máy bắt buộc dừng sản xuất bất ngờ do 1 vài sự nạm ở dây chuyền sản xuất thì giá trị ánh sáng cũng pahỉ dặt ngơi nghỉ 1100C ÷ 1200C tránh cho vật liệu khỏi bị phân hủy– Nếu chủ động dừng máy nhằm nghỉ lễ, nghỉ công ty nhật… sau khi nghỉ vẫn sản xuất bởi đầu hình dang chạy thì khi đùn hết nhựa vào xilanh, nhiệt độ thấp hơn độ các khoang giảm đi khoảng 200C, sau đó cho bột bảo quản ( freezing caompound- tất cả màu xanh) và đùn tiếp đẩy hết nhựa vào đầu hình ra đến đến khi vào đó chỉ còn lại bột bảo quản6, Chạy thứ với vận tốc chậm cho đến khi vật liệu ra hết khỏi vật dụng đùn7, Tắt cỗ điều chỉnh thành phần lƣờng hạt với đặt chiết áp về vị trí “ 0”8, Chuyển công tắc nguồn động cơ chủ yếu về OFF, ấn nút STOP mang lại động cơ chính9, Tắt công tắc nguồn nhiệt10, Tắt công tắc tổng11, Nếu rất cần được tháo đầu hình ra vệ sinh









