Quy trình hàn kết cấu thép, quy trình gia công kết cấu thép tiền chế
Quy trình technology sản xuất kết cấu thép bao gồm nhiều công đoạn khác nhau. Bước đầu từ bài toán chọn vật liệu thép không gỉ và kết thúc ở cách sơn hoàn thiện. Bạn đang xem: Quy trình hàn kết cấu thép
Trong thực tế, lĩnh vực gia công kết cấu thép sản xuất ra nhiều thành phầm thiết bị. Ví dụ như như: gia công thiết bị phi tiêu chuẩn chỉnh (lan can, bồn chứa, silo, khung bên thép tiền chế,…) tuy vậy về cơ bản, quy trình công nghệ sản xuất kết cấu thép có 8 bước cụ thể dưới đây:
1. Quy trình công nghệ sản xuất kết cấu thép ko gỉ
B1: Kiểm tra vật tư đầu vào
Vật liệu chính sử dụng trong nghành nghề này là các loại thép không gỉ. Vật tư thép sử dụng trong quy trình sản xuất kết cấu thép gần như được soát sổ qua quá trình như: bình chọn hồ sơ hóa học lượng, đối chiếu với yêu cầu của khách hàng, so sánh với tiêu chuẩn hiện hành,…

B2: Cắt/xả thép
Thép dùng trong phân phối kết cấu có 2 nhiều loại chính. đầu tiên là thép tổ hợp, sản phẩm công nghệ hai là thép đánh giá (thép đúc). Thép tổng hợp thường nghỉ ngơi dạng tấm hay dạng cuộn. Bạn thợ thường cắt tấm thép thành các hình dạng mong mỏi muốn, tiếp đến ghép các tấm thép lẻ lại cùng với nhau. Trong những khi đó, thép định hình đã có hình trạng sẵn, chỉ cần cắt đi phần quá cho cân xứng với yêu thương cầu bạn dạng thiết kế.
Tùy việc đầu tư chi tiêu trang thiết bị và máy móc của từng công xưởng mà có tương đối nhiều công nghệ giảm khác nhau:
Cắt auto bằng máy laserCắt auto bằng vật dụng plasma
Cắt auto bằng thứ cưa vòng
Cắt auto bằng lắp thêm sấn…

Model: PNC 2262
Kích thước máy: 3400x7500mm
Chiều dài ray: 7500mm
Phạm vi cắt hữu ích: 2200x6100mm
Điện áp nguồn vào cho máy giảm CNC: 1 pha 220VAC 50HZ, cho máy giảm Plasma: 3 trộn 380VSC 50HZ
B3: Gá tổ hợp
Điển hình trong xây đắp kết cấu thép công ty công nghiệp, các bản cánh, bụng của cấu kiện sau thời điểm cắt được thắt chặt và cố định vào vị trí cùng ráp lại bằng các mối hàn tạm.
B4: sẵn sàng vát cạnh với gá lắp
Tất cả các bề mặt chuẩn bị hàn với vùng bao quanh cần sạch sẽ dầu, vết mờ do bụi bẩn, gỉ sắt,… nhằm tránh ảnh hưởng đến sắt kẽm kim loại hàn. Thành phầm trước khi gá lắp phải được kiểm soát kích thước, biến hóa dạng. Khe hở cùng góc vát trước khi gá buộc phải trong dung sai mang đến phép. Cánh với bụng của form thép có thể được nối nhưng tránh việc quá 2 mối trên cùng 1 cấu kiện.
B5: Hàn kết cấu thép
Loại hàn bắt buộc theo ký kết hiệu hàn trên bản vẽ tối ưu và tương xứng với tiêu chuẩn. Trước khi hàn, làm ra và form size của góc vát đã được khẳng định bởi bản vẽ gia công cũng tương tự quy trình hàn.

Sau lúc ráp thiết yếu xác, cấu kiện được gửi vào trang bị hàn. Đường hàn được kiểm tra bề mặt bằng mắt, kiểm tra unique bằng máy siêu âm hoặc thử từ tính,… Điều này bảo vệ đường hàn đúng tiêu chuẩn và có quality tốt nhất. Chỉ các điểm hàn đáp ứng nhu cầu cả yêu mong mỹ thuật cũng như quality mới được thông qua.
Sau mỗi lớp hàn, xỉ hàn rơi vãi lung tung được gia công sạch vẫn để không tác động đến lớp hàn kế tiếp.
B6: Nắn lại
Nhiệt độ dài của quy trình hàn có thể gây ra 1 số biến dạng như cong vênh. Để đảm bảo an toàn cấu kiện bao gồm độ đúng chuẩn khi lắp dựng – ghép nối, cấu kiện bắt buộc được căn chỉnh, nắn thẳng lại nhờ vào các phương pháp cơ khí giỏi gia nhiệt.
B7: vệ sinh bề mặt
Cấu khiếu nại sau khi gia công được chuyển sang khoanh vùng vệ sinh. Cách thức vệ sinh là đánh gỉ mặt phẳng và xử lý sử dụng máy phun bi.
B8: Sơn phủ kết cấu thép
Độ bền của cấu khiếu nại thép phụ thuộc vào nhiều vào bề mặt sơn phủ. Trước lúc sơn trả thiện, sản phẩm kết cấu thép buộc phải sạch xỉ, mài bo góc cạnh. Độ dày lớp sơn lấp khi khô yêu cầu đúng theo yêu ước trong đúng theo đồng. Các cấu kiện phải được sơn 1 lớp chống ghỉ sét và 2 lớp sơn color sắc.

Lưu ý thay thế sửa chữa khi sửa chữa thay thế lớp sơn:
Trầy xước lớp phủ: thay thế sửa chữa trầy xước sinh hoạt lớp sơn che theo yêu cầu của người giám sát. Có tác dụng sạch lớp sơn bị trầy và chà gờ cạnh để không làm bề mặt thay đổi bỗng ngột. Tiếp đến sơn 1 lớp phủ.
Hư lỗi lớp sơn lót: nếu lớp lót bị tróc hoặc trầy xước, làm cho sạch lớp sơn phủ và lớp đánh lót ở khu vực trầy xước. Hoàn toàn có thể dùng vật dụng chà nhám mặt phẳng cần sửa chữa, tiếp đến sơn lại từng lớp theo yêu mong chế tạo.
Kiểm tra với nghiệm thu
Một sản phẩm kết cấu thép sau khoản thời gian được sơn tủ là vẫn hoàn thiện. Tuy nhiên việc bình chọn và nghiệm thu sát hoạch là cần thiết. Những phân xưởng có tác dụng việc bài bản đều có công đoạn này để chắc chắn đơn hàng chuyển nhượng bàn giao đến khách là xuất sắc nhất.
Kiểm tra trực quan tiền để đánh giá độ gỉ sét, phân lớp bề mặt, hư sợ hãi cơ học,… những vị trí mặt phẳng bị nứt, các khuyết tật nằm ngoại trừ dung sai có thể chấp nhận được cần đào thải hoặc thay thế sửa chữa lại.

Nghiệm thu gia công
Yêu cầu nghiệm thu sát hoạch được tiến hành cho từng quy trình tiến độ và bảo đảm mọi cấu khiếu nại được nghiệm thu theo đúng yêu ước kỹ thuật và bạn dạng vẽ kèm theo. Lấy ví dụ như:
Các cạnh sau thời điểm cắt được mài quăng quật sỉ thép, gờ, lốt lõm và bảo đảm an toàn độ vuông cạnh.Các lỗ cần mài vứt gờ cạnh và đề nghị phẳng cạnh. Vị trí và kích thước lỗ yêu cầu đúng theo bạn dạng vẽ.Các bạn dạng thép ráp nối phải bảo đảm thẳng cùng đủ kích thước sau khi hàn.2. Quốc Dương nhận tối ưu kết cấu thép ko gỉ
Cơ khí Quốc Dương nhận tối ưu kết cấu thép ko gỉ. Sản phẩm đa dạng và phong phú từ mặt đường ống chịu đựng áp lực, bồn bể cất công nghiệp, cầu thang cầu, giá bán đỡ,…
Phương pháp hàn kết cấu thép là gì.?. Tiêu chuẩn chỉnh mối hàn kết cấu thép ra sao. Nội dung bài viết dưới đây sẽ câu trả lời cho nhiều người đã gửi câu hỏi này về cho vietaus.edu.vn. Hãy cùng chúng tôi đi sâu khám phá về hai sự việc trên nhé. Cùng đây cũng chính là 2 phương thức hàn kết cấu thép và những tiêu chuẩn chỉnh được được vietaus.edu.vn vận dụng tại xưởng sản xuất gia công kết cấu thép của bọn chúng tôi.
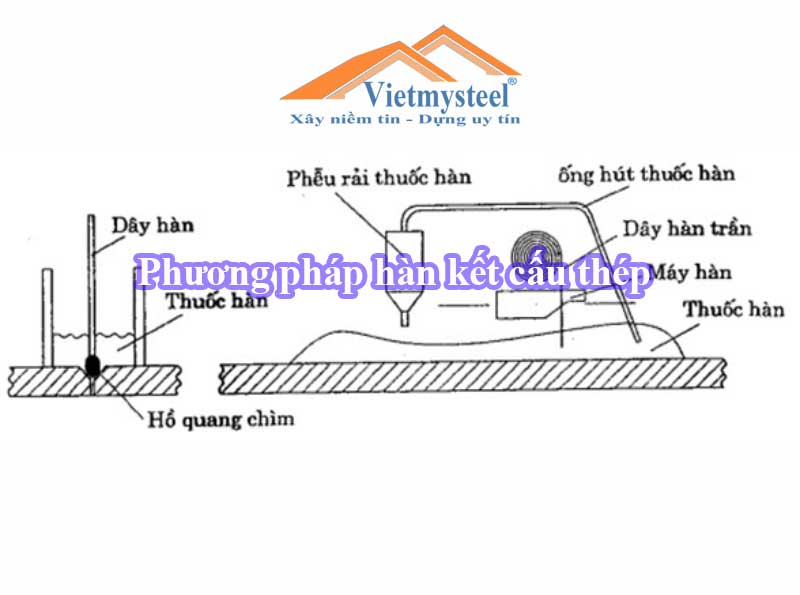


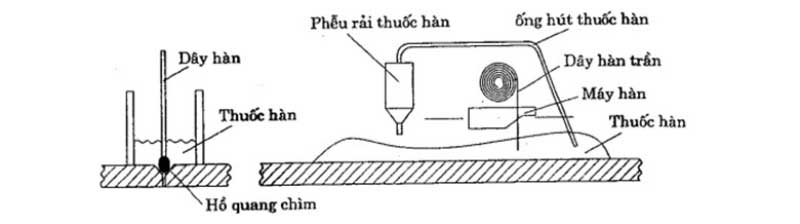


Trước lúc hàn bắt buộc làm sạch các mép mối hàn và phần sắt kẽm kim loại nằm cạnh bên đến trong khi thấy ánh kim. Chiều rộng khoảng chừng làm sạch buổi tối thiểu là 10mm mỗi bên. Cần tẩy không bẩn xỉ hàn lớp trước bắt đầu được hàn lớp sau. Khi nhiệt độ không khí xung quanh dưới 00C ko được phép hàn chế tạo bất kể bộ phận chịu áp lực nào bất kể cụ thể đó chế tạo bằng loại thép gì cùng với chiều dày bất kỳ.
Khi hàn tiếp giáp mép những ống thép những bon có đường kính khác nhau được cho phép nong nguội ống bé dại không thừa 3% đường kính trong của nó khi đường kính ống nhỏ tuổi đến 83mm với chiều dầy thành ống cho 6mm.Cho phép hàn tự động hóa và hàn tay trên cùng một mối hàn. Côn trùng hàn tự động có hàn đắp thêm thủ công không quá 1 5% tiết diện ngang mọt hàn vẫn được coi là mối hàn từ bỏ động.
Công nghệ hàn phải bảo đảm ứng suất mở ra trong mọt hàn không lớn hơn trị số đến phép.Hệ số chất lượng độ bền của mọt hàn điện, hàn hơi bởi cơ quan xây cất quy định cơ mà không được to hơn trị số vào bảng sau.
Bảng thông số độ bền của mọt hàn.
Công nghệ và cách thức hàn | Hệ số thời gian chịu đựng mối hàn |
| Hàn bằng tay – côn trùng hàn gần cạnh mép một phía không có miếng lót – mối hàn liền kề mép một phía bao gồm miếng lót – mọt hàn tiếp giáp mép nhì phía Hàn tự động – côn trùng hàn sát mép một phía không tồn tại miếng lót – mọt hàn gần cạnh mép nhì phía | 0.70 0.90 0.95 0.80 1.00 |
Mối hàn buộc phải đảm bảo.a) Khi khám nghiệm đo đạc bên ngoài không có.Vết nứt mặt phẳng mối hàn cùng phần sắt kẽm kim loại nóng chảy.Chỗ bướu, lẹm, cháy thủng, hàn ko ngấu và hồ hết khuyết tật technology khác.Chỗ gãy góc, lệch mép.Sai lệch kích thước, bản thiết kế mối hàn, thuộc như phần lồi tăng bền.b) Khi chất vấn kim tương.Không nứt trong sắt kẽm kim loại nóng chảy tương tự như trong những vùng chịu tác động nhiệt của sắt kẽm kim loại cơ bản.Không tất cả chỗ hàn ko ngấu giữa những lớp hàn với bìa mép.Không gồm chỗ hàn thiếu sống chân mối hàn thừa 15% chiều dày thành hoặc quá 3mm nếu thành dày trên 20mm đốt với sản phẩm chỉ hàn một phía.Không bao gồm lỗ xốp và ngâm xỉ vượt 5 vết/1cm2 với kích cỡ mỗi khuyết vật không quá 1,5mm với tổng của chúng không thực sự 3mm.Không gồm vết nút, rạn phần kết cấu làm bớt tính bầy hồi vá tính dẻo của kim loại.c) lúc thử thủy lựcTrên môi hàn không có hiện tượng rạn nứt.Không có hiện tượng lạ rò rỉ nước.Không có hiện tượng kỳ lạ biến dạng rõ rệt.
Xem thêm: Ống Nhựa Tiền Phong Phía Nam, Nhựa Tiền Phong Phía Nam Kỷ Niệm 15 Năm Thành Lập
Kết quả thử kéo mối hàn, bởi trung bình cộng của những mẫu thử, không được thấp hơn độ bền về tối thiểu của thép hoặc tương ứng, trong đó không tồn tại một mẫu mã nào thấp rộng 10% độ bền về tối thiểu. Tác dụng thử uốn mối hàn đề nghị không thấp rộng trị số ghi trong bảng dưới. Đối với đưa ra tiết sản xuất bằng các loại vật liệu khác ko nêu vào bảng , trị số góc uốn vị cơ quan kiến tạo quy định.
| Loại thép | Góc uốn mang lại phép bé dại nhất, độ | ||
| Hàn điện, hàn tiếp xúc, hàn xỉ điện khi chiều dày bộ phận hàn,mm | Hàn tương đối khi chiều dày thành không lớn hơn 12mm | ||
| Đến 20 | Lớn rộng 20 | ||
| Thép cacbon | 100 | 100 | 70 |
| – Thép hợp kim thấp mangan cùng silic-mangan– Thép hợp kim thấp crom-olipden và crom-molipden-vanadi– Thép kim loại tổng hợp cao crom– Thép hợp kim cao crom-olipden | 80 50 50 100 | 60 40 40 100 | 50 30 30 30 |
| Nhiệt độ môi trường thử. 0C | Trị số độ dai va đập nhỏ thấp độc nhất của côn trùng hàn,Nm/cm2 | |
| Với toàn bộ các loại thép trừ ostenit | Với thép ostenit | |
| 20 Thấp hơn 0 | 49,05 19,62 | 68,67 29,43 |
Những trường hợp sau đây phải tiến hành nhiệt luyện sau khoản thời gian hàn: khi hàn thép kim loại tổng hợp có chiều dày từ 10mm trở lên.
Khi hàn thép cacbon bao gồm hàm lượng cacbon cho 0,27% cùng với chiều dày từ bỏ 35mm trở lên.Khi hàn thép cacbon gồm hàm lượng cacbon bên trên 0,27% không nhắc chiều dày vì người xây dựng qui định.
b) cơ chế nhiệt luyện và phương thức nhiệt luyện vị người xây cất qui định.
c) có thể chấp nhận được nhiệt luyện riêng biệt từng côn trùng hàn hoặc tầm thường cùng với thành phần chịu áp lực, nhưng rất cần phải nhiệt luyện trước lúc kiềm tra chất lượng mối hàn.
Đơn vị chế tạo, thêm đặt, sửa chữa phải tổ chức kiểm tra unique mối hàn vì mình triển khai ở các bộ phán chịu áp lực. Chất lượng mối hàn phải dược kiểm tra bởi một, một số trong những hoặc tổng thể các phương pháp sau đây phụ thuộc vào vào nhiều loại mối hàn và thông số làm việc của thiết bị: Kiểm tra mặt ngoài, áp dụng cho tất cả các các loại mối hàn.
Dò khuyết tật bằng siêu âm hoặc chụp tia xuyên qua.Thử cơ tính, khảo sát điều tra kim tương.Thử thủy lực vận dụng cho toàn bộ các loại mối hàn. Bên cạnh các phương pháp quy định làm việc điều , những mối hàn buộc phải được kiểm tra bằng các phương thức khác ví như yêu mong kỹ thuật chế tạo sản phẩm quy định.
Việc chất vấn đo đạc bên ngoài phải triển khai ở hai phía trên tổng thể chiều nhiều năm mối hàn. Lúc không có khả năng kiểm tra đo lường mặt trong mối hàn, chất nhận được chỉ khám nghiệm đo đạc mặt ngoài. Mặt phẳng mối hàn với phần sắt kẽm kim loại sát mọt hàn cả nhị phía phải được gia công sạch khi kiểm tra bên ngoài. Bề rộng phần sắt kẽm kim loại phải làm sạch là 20mm.
Thử cơ tính.Thử cơ tính nhằm xác định độ bền, độ dẻo của mối hàn. Các dạng thử cơ tính cần gồm: demo kéo.Thử uốn nắn (đối với ống rất có thể thay thử uốn bằng nén bẹp).Thử độ dẻo va đập. Ngoài tía dạng thử nguyên lý ở điều trên, tùy thuộc vào yêu câu kỹ thuật chế tạo và vận hành hoàn toàn có thể quy định bổ sung cập nhật các dạng demo cơ tính khác như thử độ cứng, độ cắt va dập.Thử kéo yêu cầu được triển khai theo tiêu chuẩn chỉnh TCVN 5403-1991 . Demo kéo không bắt buộc so với những côn trùng hàn ngang sẽ được chất vấn 100% bởi siêu âm.Thử uốn (thử nén bẹp) phải tiến hành theo yêu mong tiêu chuẩn chỉnh TCVN 5401- 1991. Cho phép thay núm thử uốn bằng thử nén bẹp đối với các ống đường kính nhỏ hơn 100mm với chiều dày thành nhỏ hơn 12mm.Thử độ dai va đập phải tiến hành theo tiêu chuẩn chỉnh TCVN 5402-1991.Kích thước mẫu mã thử cơ tính theo tiêu chuẩn chỉnh TCVN 5400-1991,số lượng côn trùng hàn soát sổ so với mối hàn thuộc loại bởi một thợ hàn thực hiện là: 1 phần trăm (1%) đối với thép các bon hoặc thép kim loại tổng hợp thấp.Hai xác suất (2%) đối với thép hợp kim ostenit nhưng ít nhiều hơn một mối đối với mỗi thợ hàn. Size các tấm, ống khám nghiệm phải bảo đảm an toàn cắt đầy đủ số mẫu cần thiết cho các phép thử.
Từ mọt hàn sản phẩm (hoặc mềm’ hàn tấm (ống) kiểm tra) bắt buộc lấy ra: hai mẫu thử kéo, hai mẫu thử uốn nắn (hoặc nén bẹp), cha mẫu test độ dai va đập. Mọt hàn sản phẩm và mọt hàn tấm (ống) tìm tra đề nghị do cùng một thợ hàn tiến hành trong thuộc một đk như nhau. Mẫu (sản phẩm) hàn coi như ko đạt yêu mong nếu vớt một dạng thử bất kỳ kết quả của một trong các mẫu thấp rộng chỉ tiêu phương tiện về chất lượng độ bền và góc uốn vượt 10%.
Khi kết quả thử ở một dạng nào đó không đạt yêu ước thì phải tiến hành thử lần trang bị hai nghỉ ngơi dạng kia với con số mẫu gấp đôi cắt ra từ cùng một tấm (ống) đánh giá và của thuộc thợ hàn đó.Mẫu (sản phẩm) hàn bị nockout bỏ giả dụ một trong các các chủng loại thử lần sản phẩm công nghệ hai cho công dụng không đạt yêu thương cầu.
Thử siêu âm với chiếu tia xuyên qua (Gama, Rơnghen).Kiểm tra mọt hàn bởi siêu âm hoặc chiếu tia chiếu qua nhằm phân phát hiện hồ hết khuyết tật bên phía trong mà mắt hay không thấy được được. Bài toán kiểm tra bằng siêu âm phải tiến hành theo các yêu cầu trong tiêu chuẩn TCVN 1548- 1987. Kiểm soát không tiêu diệt mối hàn .
Việc kiểm tra bởi chiếu tia chiếu qua phải triển khai theo những yêu ước trong tiêu chuẩn TCVN 4395-1 986. đánh giá không hủy diệt mối hàn bình chọn mối hàn kim loại bằng tia rơnghen cùng gama.Khối lượng côn trùng hàn kiểm tra bởi siêu âm hoặc chiếu tia xuyên thẳng qua không được nhỏ hơn trọng lượng trong bảng sau.
Cho phép giảm trọng lượng kiểm tra bởi siêu âm với chiếu tia xuyên thẳng qua khi được phép của thanh tra nồi hơi.Kết quả soát sổ mối hàn bởi siêu âm được đánh giá theo tiêu chuẩn TCVN 1548-1987,bằng chiếu tia xuyên thẳng qua theo TCVN 4395-1 986. được cho phép thay cách thức dò khuyết tật bởi siêu âm và chiếu tia xuyên qua bằng phương thức không phá hủy khác khi được phép của điều tra nồi hơi. Khảo sát điều tra kim tương.
Mối hàn sinh sống các bộ phận có nhiệt độ thao tác làm việc lớn rộng 4500C và áp suất to hơn 40at. Côn trùng hàn sinh sống các bộ phận làm bài toán ở áp suất to hơn 50at với nhiệt độ bất kỳ. Côn trùng hàn những ống cụt vào balông, ống góp (nếu không dò rất âm tốt chiếu tia xuyên qua) sống áp suất to hơn 40 at. Côn trùng hàn gồm gân dọc và hàn sợi vào ống.
Số lượng mẫu điều tra khảo sát kim tương là: ít nhất một mẫu đối vớt thép các bon; tối thiểu là hai mẫu so với thép hợp kim. Phương pháp lấy mẫu kích thước, bề ngoài mẫu thử phải chế tạo theo đúng các yêu ước kỹ thuật quy định trong số tiêu chuẩn chỉnh hiện hành. Khi tác dụng khảo cạnh bên kim tương không đạt yêu cầu cần thử lại lần thiết bị hai trên nhị mẫu cắt ra từ mọt hàn sản phẩm.
Mối hàn coi như không đạt yêu ước khi hiệu quả thử lần trang bị hai không đạt. Đối với phần lớn mối hàn đạt yêu ước khi kiểm tra bằng siêu âm hoặc chiếu tia chiếu qua nhưng cho hiệu quả thử ko đạt khi điều tra kim tương thì nên kiểm tra lại 100% côn trùng hàn thành phầm bằng thiết yếu những phương pháp không tàn phá đã sử dụng.
gmail.comFactory 1: Số 612, Nguyễn Thị My, buôn bản Trung An, thị xã Củ Chi, TP.HCM.Factory 2: Đường Thuận Giao 25, Phường Thuận Giao, Thị xã Dĩ An, tỉnh Bình Dương.Factory 3: Đường DT 824, ấp Đức Hòa Đông, huyện Đức Hòa, tỉnh giấc Long An.









